
لحیم کاری سخت چگونه است؟

لحیم کاری سخت، فرایندی است که در آن دو یا چند فلز با استفاده از یک فلز پرکننده (لحیم) با نقطه ذوب بالا به یکدیگر متصل میشوند. این روش اتصال، اتصالی محکم و دائمی ایجاد میکند که در صنایع مختلف از جمله ساختوساز، لولهکشی، اتومبیلسازی و جواهرات کاربرد دارد.
در این مقاله به بررسی جامع لحیم کاری سخت میپردازیم. ابتدا تعریفی دقیق از این روش ارائه خواهیم و در ادامه، مراحل انجام لحیم کاری سخت را به طور کامل شرح میدهیم و ابزار و تجهیزات موردنیاز برای این کار را معرفی میکنیم.
در نهایت، نکات ایمنی مهم در هنگام لحیم کاری سخت را بیان میکنیم تا این فرایند را به طور ایمن و با کیفیت بالا انجام دهید.
لحیم کاری سخت چیست؟
لحیم کاری سخت که به آن بریزکاری (Brazing) نیز میگویند، فرایندی است که در آن دو یا چند قطعه به طور دائمی به یکدیگر متصل میشوند. در این روش، از فلز پرکنندهای با نقطه ذوب بالاتر از 450 درجه سانتیگراد (842 درجه فارنهایت) استفاده میشود، درحالیکه نقطه ذوب فلز پایه (قطعاتی که به هم متصل میشوند) از این دما پایینتر است.
لحیم کاری سخت در مقایسه با لحیم کاری نرم، اتصالی قویتر و مقاومتر ایجاد میکند. این روش برای اتصال انواع مختلف فلزات، از جمله فولاد، مس، برنج، آلومینیوم و حتی سرامیک، به کار میرود.
مراحل لحیمکاری سخت
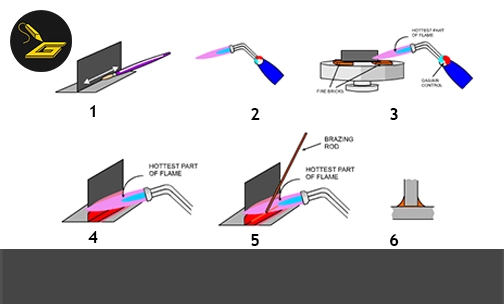
لحیمکاری سخت شامل چندین مرحله کلیدی است که برای ایجاد یک اتصال قوی و پایدار باید بهدقت دنبال شوند. این مراحل عبارتاند از:
- آمادهسازی قطعات: تمیزکردن سطوح قطعات فلزی از اهمیت بالایی برخوردار است. هرگونه آلودگی، اکسیداسیون یا روغن میتواند از تشکیل اتصال صحیح جلوگیری کند. ازاینرو، سطوح قطعات باید بهخوبی تمیز و آماده شوند.
- انتخاب فلز پرکننده: انتخاب فلز پرکننده بر اساس جنس قطعات اصلی و دمای کاری موردنظر صورت میگیرد. فلزات پرکننده معمولاً آلیاژهایی مانند برنج، نقره، نیکل یا آلومینیوم هستند.
- گرمایش: قطعات و فلز پرکننده باید به دمای مناسبی برسند تا فلز پرکننده ذوب شده و بهدرستی جریان یابد. این دما بسته به نوع فلز پرکننده متفاوت است؛ ولی معمولاً بالاتر از 450 درجه سانتیگراد میباشد.
- پخش فلز پرکننده: پس از ذوبشدن فلز پرکننده، باید بهخوبی در شکاف بین دو قطعه پخش شود تا اتصال یکنواخت و محکمی ایجاد شود. برای این منظور، استفاده از گازهای حفاظتی یا فلاکسها بهمنظور جلوگیری از اکسیداسیون و بهبود جریان فلز پرکننده رایج است.
- خنککاری: پس از اتمام فرایند گرمایش و پخش فلز پرکننده، قطعات باید بهآرامی خنک شوند تا از ایجاد تنشهای حرارتی و ترکخوردگی جلوگیری شود.
مزایای لحیمکاری سخت
لحیمکاری سخت مزایای زیادی دارد که آن را به یک روش محبوب در اتصال فلزات تبدیل کرده است. برخی از این مزایا عبارتاند از:
- استحکام بالا: اتصالات لحیمکاری سخت دارای استحکام مکانیکی بالایی هستند و میتوانند بارهای سنگین را تحمل کنند.
- مقاومت در برابر خوردگی: اتصالات ایجاد شده با لحیمکاری سخت به دلیل استفاده از آلیاژهای مقاوم در برابر خوردگی، دارای طول عمر بالایی هستند.
- امکان اتصال فلزات ناهمگون: با استفاده از لحیمکاری سخت میتوان فلزات با خواص مختلف را به هم متصل کرد که در روشهای دیگر امکانپذیر نیست.
- دقت بالا: این روش امکان ایجاد اتصالات دقیق و باکیفیت را فراهم میکند که در صنایع حساس مانند هوافضا و الکترونیک بسیار مهم است.
کاربردهای لحیمکاری سخت
لحیمکاری سخت در صنایع مختلفی کاربرد دارد که در زیر به برخی از این کاربردها اشاره میشود:
- صنایع خودروسازی: در ساخت قطعات موتور، سیستمهای انتقال قدرت و اجزای شاسی خودروها از لحیمکاری سخت استفاده میشود.
- صنایع هوافضا: در ساخت قطعات موتورهای جت، سیستمهای سوخت و ساختارهای هواپیما از این روش بهره میبرند.
- صنایع الکترونیک: لحیمکاری سخت در تولید قطعات الکترونیکی مانند مدارهای چاپی و اتصالات الکتریکی دقیق به کار میرود.
- صنایع ساختوساز: در اتصال قطعات فلزی در سازههای فلزی و سیستمهای لولهکشی نیز از لحیمکاری سخت استفاده میشود.
معایب لحیم کاری سخت
علیرغم مزایای فراوان، لحیمکاری سخت دارای معایبی نیز میباشد که باید موردتوجه قرار گیرد.
این روش نیازمند تجهیزات گرمایشی پیشرفته مانند مشعلهای گازی یا کورههای القایی است که هزینههای اولیه را افزایش میدهد. از طرفی سطوح قطعات باید کاملاً تمیز باشند و هرگونه آلودگی میتواند به کیفیت اتصال آسیب برساند.
همچنین فرایند گرمایش و خنککاری ممکن است باعث ایجاد تنشهای حرارتی و ترکخوردگی در قطعات شود و این روش نیازمند مهارت و دقت بالاست و هر گونه خطا میتواند به کیفیت اتصال آسیب برساند.
روشها و تکنیکهای لحیمکاری سخت
روشهای مختلفی برای انجام لحیمکاری سخت وجود دارد که هر یک بسته به نوع قطعات، نوع فلز پرکننده و شرایط کاری انتخاب میشوند. برخی از روشهای رایج لحیمکاری سخت عبارتند از:
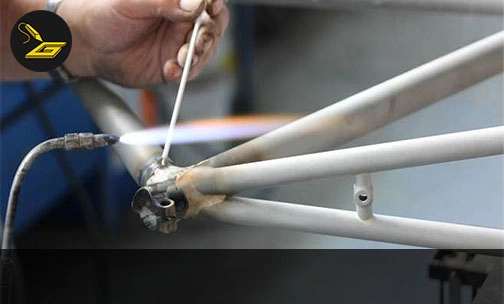
لحیمکاری سخت با مشعل
این روش یکی از رایجترین و قدیمیترین روشهای لحیمکاری سخت است. در این روش از مشعلهای گازی (مانند مشعلهای اکسی استیلن) برای گرمایش قطعات و فلز پرکننده استفاده میشود. مشعلهای گازی قابلیت کنترل دقیق دما و تمرکز گرما بر روی نقطه اتصال را دارند.
لحیمکاری سخت در کوره
در این روش، قطعات و فلز پرکننده درون یک کوره قرار داده میشوند و به طور یکنواخت گرم میشوند. این روش برای تولیدات انبوه و قطعات بزرگ که نیاز به یکنواختی در گرمایش دارند، مناسب است. کورهها میتوانند از نوع کورههای مقاومتی، القایی یا گازی باشند.
لحیمکاری سخت القایی
در لحیمکاری سخت القایی، از جریانهای الکتریکی فرکانس بالا برای تولید گرما استفاده میشود. این روش به دلیل سرعت بالا و دقت زیاد در کنترل دما، در صنایع الکترونیک و خودروسازی بسیار پرکاربرد است. در این روش، تنها بخشهای موردنیاز بهسرعت گرم میشوند و ازاینرو مصرف انرژی بهینهتری دارد.
لحیمکاری سخت با لیزر
این روش از پرتو لیزر برای گرمکردن نقطه اتصال استفاده میکند. لیزرها توانایی تولید گرمای متمرکز و کنترل دقیق دما را دارند که این ویژگیها آنها را برای لحیمکاری قطعات کوچک و حساس ایدهآل میسازد. این روش بهویژه در صنایع الکترونیک و تولیدات دقیق مورداستفاده قرار میگیرد.

مواد و آلیاژهای مورداستفاده در لحیمکاری سخت
انتخاب فلز پرکننده مناسب یکی از مهمترین مراحل در لحیمکاری سخت است. فلزات و آلیاژهای مختلفی برای این منظور استفاده میشوند که هر یک دارای ویژگیها و کاربردهای خاصی هستند. برخی از رایجترین فلزات پرکننده عبارتاند از:
برنج
برنج یک آلیاژ از مس و روی است که به دلیل دمای ذوب پایینتر و مقاومت به خوردگی بالا، در لحیمکاری سخت بهوفور استفاده میشود. این آلیاژ برای اتصالاتی که نیاز به استحکام مکانیکی بالا و مقاومت به خوردگی دارند، مناسب است.
نقره
آلیاژهای نقره معمولاً شامل نقره، مس، روی و گاهی قلع هستند. این آلیاژها دارای دمای ذوب پایین و خواص فیزیکی عالی هستند که آنها را برای لحیمکاری قطعات حساس و دقیق مناسب میسازد. استفاده از نقره بهویژه در صنایع الکترونیک و جواهرسازی رایج است.
نیکل
آلیاژهای نیکل به دلیل مقاومت بالا در برابر حرارت و خوردگی، در کاربردهای صنعتی سنگین مانند هوافضا و خودروسازی استفاده میشوند. این آلیاژها برای اتصال قطعاتی که در شرایط دمایی بالا کار میکنند، ایدهآل هستند.
آلومینیوم
لحیمکاری آلومینیوم به دلیل خاصیت اکسیداسیون سریع این فلز، چالشبرانگیز است. بااینحال، از آلیاژهای خاصی مانند آلومینیوم – سیلیکون برای لحیمکاری قطعات آلومینیومی استفاده میشود. این آلیاژها به دلیل وزن کم و مقاومت بالا در صنایع هوافضا و خودروسازی بسیار کاربرد دارند.
روشهای آمادهسازی و تمیزکاری قطعات
آمادهسازی مناسب سطوح قطعات قبل از لحیمکاری از اهمیت بالایی برخوردار است. هرگونه آلودگی، اکسیداسیون یا روغن میتواند از ایجاد اتصال صحیح جلوگیری کند. روشهای مختلفی برای تمیزکاری و آمادهسازی قطعات وجود دارد که شامل موارد زیر میشود:
تمیزکاری مکانیکی
این روش شامل استفاده از ابزارهای مکانیکی مانند برسهای سیمی، سمبادهها و دستگاههای پولیش برای حذف آلودگیها و اکسیدها از سطوح قطعات است. این روش برای قطعاتی که دارای آلودگیهای شدید هستند، مناسب است.
تمیزکاری شیمیایی
در این روش از محلولهای شیمیایی مانند اسیدها و قلیاییها برای تمیزکردن و ازبینبردن اکسیدها استفاده میشود. محلولهای شیمیایی میتوانند به طور مؤثری آلودگیها را حل کرده و سطوح فلزی را برای لحیمکاری آماده کنند. این روش بهویژه برای تمیزکاری قطعات پیچیده و با شکلهای غیرعادی کاربرد دارد.
استفاده از فلاکس
فلاکسها موادی هستند که به هنگام گرمشدن، اکسیدها را حل کرده و از اکسیداسیون مجدد سطوح جلوگیری میکنند. استفاده از فلاکسها در لحیمکاری سخت بسیار رایج است و میتواند به بهبود کیفیت اتصال کمک کند. فلاکسها معمولاً بهصورت خمیر یا پودر بوده و به سطح قطعات اعمال میشوند.
نکات ایمنی در لحیمکاری سخت
لحیمکاری سخت به دلیل استفاده از دماهای بالا و مواد شیمیایی مختلف، نیازمند رعایت نکات ایمنی خاصی است. برخی از مهمترین نکات ایمنی عبارتاند از:
- استفاده از تجهیزات حفاظتی: استفاده از دستکشهای مقاوم به حرارت، عینکهای حفاظتی و لباسهای محافظ ضروری است تا از بروز سوختگی و آسیبهای چشمی جلوگیری شود.
- تهویه مناسب: فرایند لحیمکاری میتواند گازها و بخارات مضر تولید کند؛ بنابراین، استفاده از سیستمهای تهویه مناسب برای جلوگیری از تجمع گازها و حفظ سلامت کارگران الزامی است.
- نگهداری و حمل مواد شیمیایی: مواد شیمیایی مورداستفاده در تمیزکاری و فلاکسها باید بهدرستی نگهداری و حمل شوند تا از بروز حوادث و آلودگیهای شیمیایی جلوگیری شود.
- آموزش و آگاهی: کارگران باید به طور کامل آموزشدیده و از خطرات احتمالی و روشهای ایمنی آگاهی داشته باشند. آموزشهای منظم و بهروزرسانی اطلاعات ایمنی میتواند به کاهش حوادث کمک کند.

جمعبندی
لحیمکاری سخت یک روش مؤثر و کارآمد برای اتصال فلزات است که با استفاده از فلزات پرکننده در دماهای بالا، اتصالاتی با استحکام و مقاومت بالا ایجاد میکند. این روش در صنایع مختلفی کاربرد دارد و به دلیل مزایای فراوانی که دارد، همچنان بهعنوان یکی از روشهای مهم اتصال فلزات مورداستفاده قرار میگیرد. بااینحال، نیاز به تجهیزات ویژه، حساسیت به آلودگی و پیچیدگی فرایند از جمله چالشهای این روش هستند که باید بادقت مدیریت شوند.